Линия порошковой окраски
Компактная автоматическая линия порошковой окраски для сетчатых изделий (мойка окунанием)
Детали
Сетчатые изделия.
Габариты максимальные (длина/ширина/высота): 2 500/200/1000 мм
Вес подвески максимальный: 50 кг
Производительность
Кол-во обрабатываемых подвесок макс размера в час: до 60 шт.
Время такта: от 60 сек.
Скорость конвейера транспортная межоперационная: 0,5-2 м/мин
Материалы, способ нанесения, вязкость, режим сушки
Полимерное порошковое покрытие, нанесение вручную или автоматически в электростатическом поле.
Производственный цикл автоматической окраски
- Загрузка изделия на транспортёр вручную/
- Подача в зону подготовки поверхности автоматическая.
- Подготовка поверхности методом окунания автоматическая.
- Сушка изделия после подготовки автоматическая.
- Подача и перемещение заготовки в камеру нанесения автоматическое.
- Нанесение эмали автоматически с двух сторон в процессе перемещения заготовки по конвейеру.
- Подача в печь полимеризации автоматическая.
- Перемещение в печи полимеризации автоматическое.
- Подача в зону загрузки / выгрузки автоматическая.
- Выгрузка вручную.
Смена материала
Согласно партийности изделий, в течение смены.
Транспортная система
Подвесной конвейер.
Система управления
объединяет на едином пульте:
- Управление транспортёром.
- Управление температурным режимом полимеризации.
- Управление температурным режимом сушки.
- Контроль параметров.
- Возможность подключения системы сканирования штрих-кодов (DM, QR) в проходном режиме
- Управление вентиляцией.
- Аварийная логика.
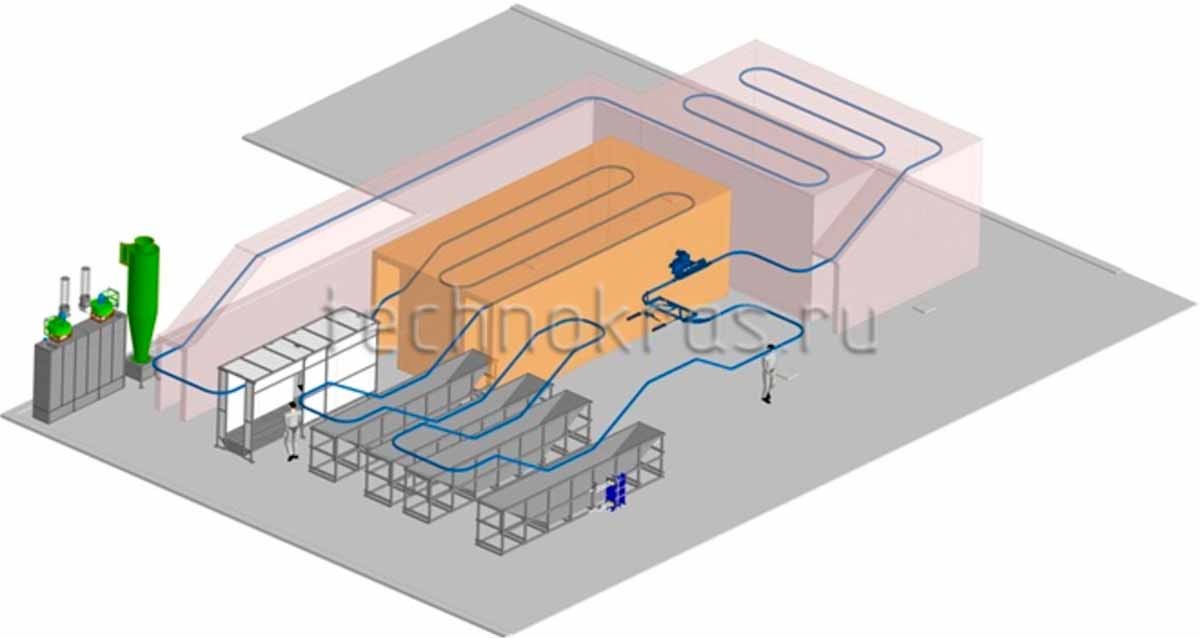
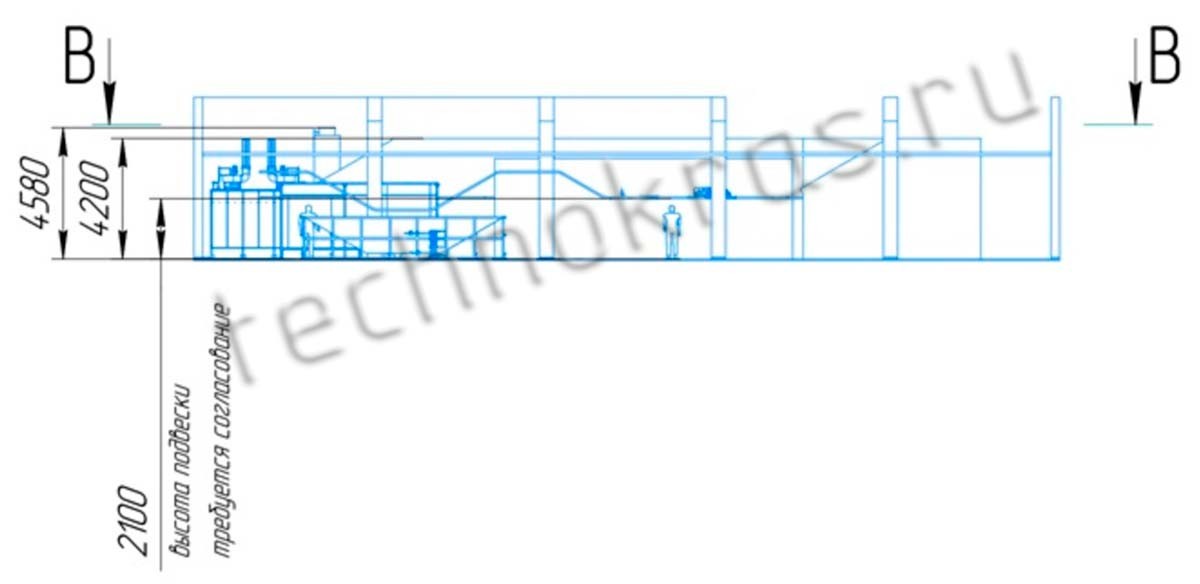
Планировка. Планировочное решение и дополнительные проекции
Оборудование для нанесения ЛКМ включает следующие участки:
- Участок загрузки/выгрузки заготовок.
- Участок подготовки поверхности (АХПП) методом окунания.
- Участок сушки изделий после АХПП.
- Камера нанесения ПП.
- Участок полимеризации.
Данная схема размещения является предварительной, конфигурация конвейерного пути может быть изменена в соответствии с пожеланиями Заказчика.

Состав оборудования
Транспортная система
- Конвейер для перемещения заготовок исполнен в подвесном исполнении:
- Управление интегрировано в ШУ

Агрегат подготовки поверхности материала
- Материал корпуса панели из оцинкованной стали,
- Ванны обработки и сбора раствора из стали Ст3 (либо пластиковые из ПП материалов)
- Ванна обезжиривания (1) оснащается масляным сепаратором, для очистки раствора от масляных загрязнений
- Ванны, требующие нагрева обрабатывающих растворов, оснащаются пластинчатыми теплообменниками фирмы Ридан. Контроль температуры растворов осуществляется автоматически.
- Все ванный обладают гидроциклоны для сбора и отчистки воды от стружки и других загрязнений.
- Автоматизированная системе предотвращения перелива в другие ванны и контроль уровней с технологической защитой.

Сушильная камера для деталей после подготовки
- Туннель проходного типа обдувом горячим воздухом с помощью высоконапорных вентиляторов и отводом тепла от теплогенератора полимеризации.
Участок нанесения
- Две вытяжные камеры
- Агрегат подготовки воздуха, вытяжка, подогрев
- Управление интегрировано в ШУ.

Корпус камеры окраски и сушки
- Модульная конструкция
- Остекление для контроля
- Сервисные двери

Печь полимеризации порошковой краски
- Блок нагрева с горелкой и циркуляционными вентиляторами
- На входе и выходе печи расположены воздушные завесы для минимизации тепловых потерь
- Внутренняя обшивка изготовлена из оцинкованных панелей, исключающих тепловые мосты для обеспечения долгого срока службы конструкции
Система управления
- Шкаф управления с установленным ПЛК
- Силовые шкафы с частотными преобразователями для всех двигателей
- Кабельно-проводниковая продукция от шкафов до потребителей, необходимые датчики и распаечные коробки.